【点溶着(熱カシメ)機】インパルスウェルダーとは 

![]()
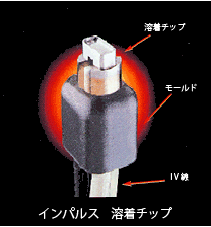
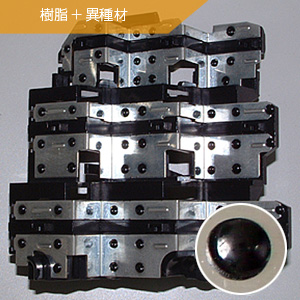
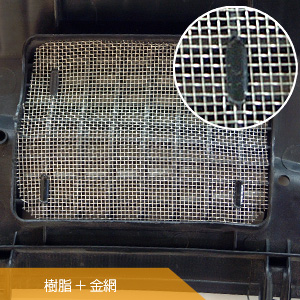
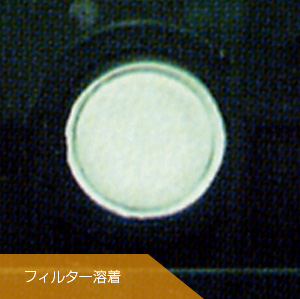
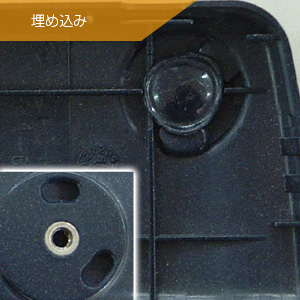
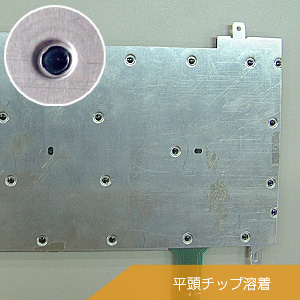
使用例
可能性は無限大





{kind=link}
{kind=link}
{kind=link}
{kind=link}
MIW71-1

MIW71-2

MIW72-1

MIW72-2

MIW81-1/MIW81-2


卓上型
1点~数点の小型製品(ワーク)の溶着に最適です。

制御ユニット
溶着設備への組み込みができます。

据置型
溶着点の多い、大型製品(ワーク)の溶着に適しています。
前後スライド複合機、ターンテーブル式など種類豊富に取り揃えております。
技術データ
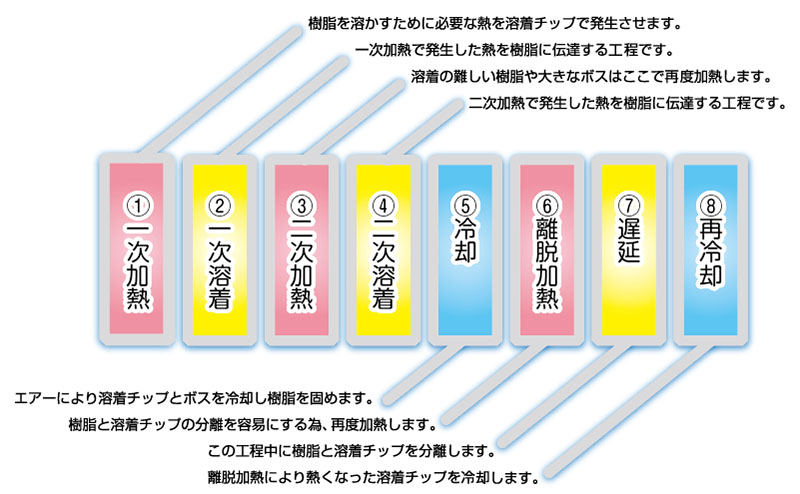
インパルスウェルダーは溶着の条件をこのように制御しております。
各工程の役割は以下の通りです。
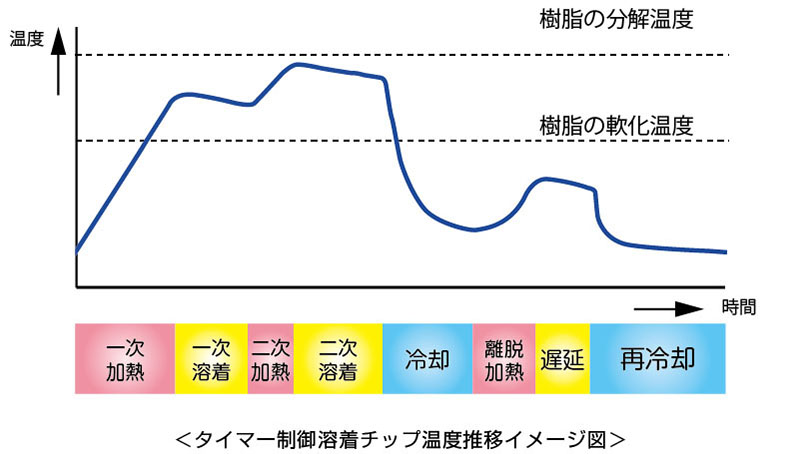
1.タイマー制御方式
2.位相(電力制御)方式
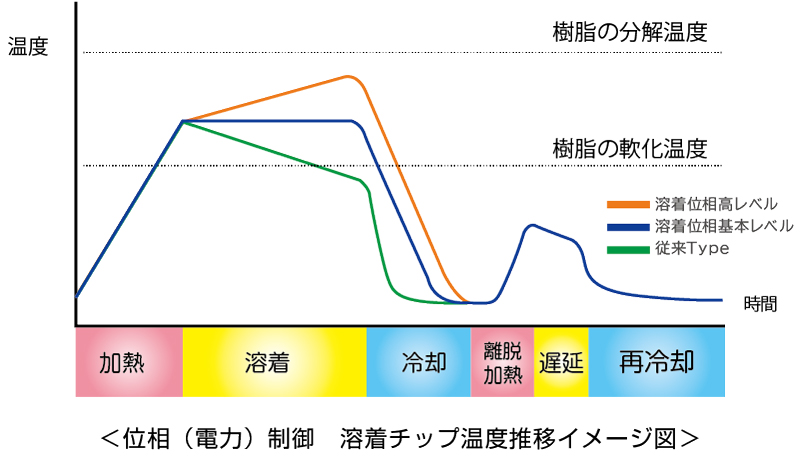
加熱、溶着どちらも加熱することが可能です。
加熱・溶着・冷却は、それぞれタイマーで入力できます。
位相制御レベル(加熱)の設定をすることにより、温度上昇の角度を変更することができます。
また、位相制御レベル(溶着)を行うことにより溶着時間も安定した温度に保つことが可能です。
(※各工程の役割はタイマー制御式と同様)
加熱・溶着・冷却は、それぞれタイマーで入力できます。
位相制御レベル(加熱)の設定をすることにより、温度上昇の角度を変更することができます。
また、位相制御レベル(溶着)を行うことにより溶着時間も安定した温度に保つことが可能です。
(※各工程の役割はタイマー制御式と同様)
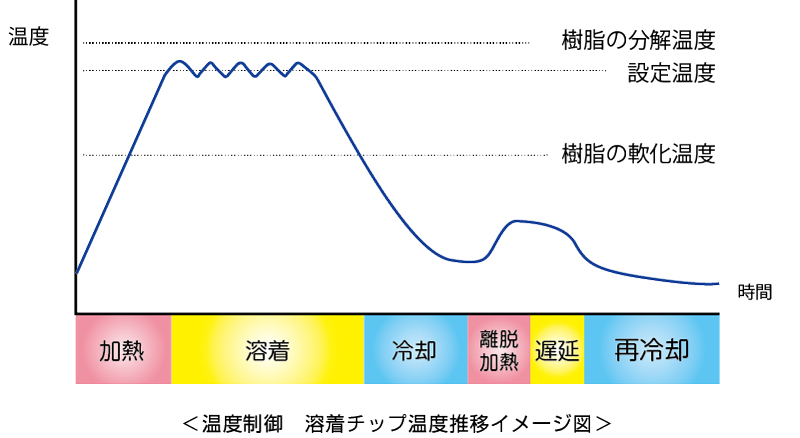
加熱・離脱加熱・冷却終了時の温度を設定することができます。
安定した加熱・溶着をすることができます。
安定した加熱・溶着をすることができます。
また、電源電圧の変動にも対応することができます(変動対応限度有)